消失模如何做到魚與熊掌兼得?淺談消失模做箱體產(chǎn)品關(guān)鍵點
感謝許泳淦同志在第20次消失模在線沙龍上的分享!
各個工段的關(guān)鍵點,
一
、預(yù)發(fā)、成型,
1
、原料選擇上,每批原料要檢查
、肉眼目測珠粒粒徑太小的均勻度,珠粒大小要均勻保證成型白模外觀的一致性;
2
、預(yù)發(fā)珠粒的重量誤差上下不超0.5g,原料熟化時間根據(jù)季節(jié)溫度調(diào)整;
3
、成型白模烘干、先常溫放置(EPS
、FD
、STMMA)后烘干
,低溫一天
,高溫兩天。
二
、粘接組型,
1
、白模外觀的修
、粘
、抹;
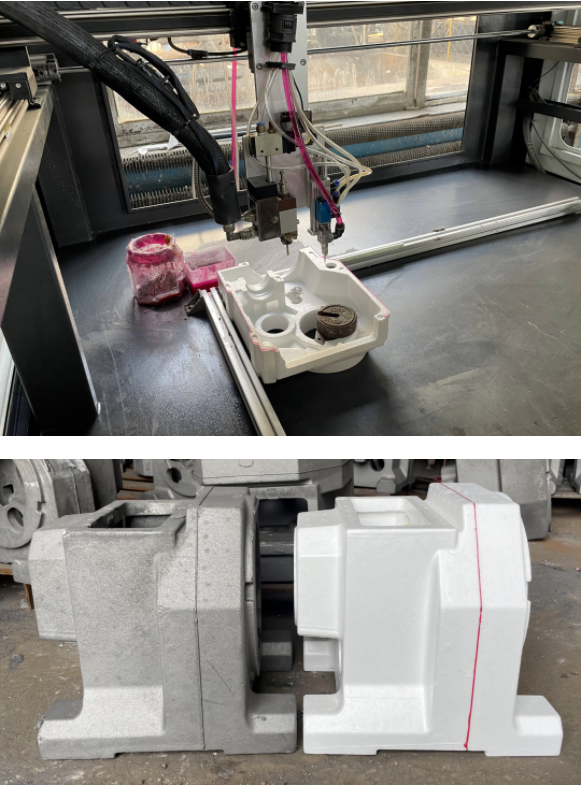
2、冷熱膠復(fù)合粘接機的使用;
3
、組型工藝的多元性、能立勿臥
、優(yōu)先階梯工藝、找陰角最少面做頂面;
4
、合理使用工藝筋防止變形、多加冒口
。

三
、涂料
1
、操作上大同小異
、省略(涂料稠稀分開
、浸涂方式方法);
2
、烘干一定要先排濕、低溫
、高溫防止出現(xiàn)鑄件鼓包
、丘疹狀缺陷、開裂等等
。
3、選擇靠譜兒的穩(wěn)定的涂料供應(yīng)商;
4、使用高效節(jié)能的空氣能熱泵烘房;
四
、補涂
1、澆注系統(tǒng)涂層加厚;
2
、陰角部位預(yù)填砂
、死角部位補涂
。

五
、裝箱,
1
、不局限于橫平豎直
、傾斜埋箱、加強振實
、冒口頂部可以露白;
2
、澆口杯一定做到密封。

六
、熔煉澆注,
1
、熔煉過程中的扒渣
、成分的穩(wěn)定等等不細說;
2、負壓的穩(wěn)定
、保壓時間不要太短。
七
、拋丸、打磨
、后處理,






